ಕೊನೆಯ ಸುದ್ದಿಯಲ್ಲಿ, ದೊಡ್ಡ ಗಾತ್ರದ ಸ್ಟ್ರಿಪ್ ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಪ್ಲಾಸ್ಟಿಕ್ ವೆಲ್ಡಿಂಗ್ ಸ್ಲಾಟ್ಡ್ ಜಾಯಿಂಟ್ನ ವಿನ್ಯಾಸ ವಿಧಾನವನ್ನು ಪ್ರಯೋಗಗಳ ಮೂಲಕ ಪ್ರಸ್ತಾಪಿಸಲಾಗಿದೆ ಮತ್ತು ಪರಿಶೀಲಿಸಲಾಗಿದೆ.ಮೊದಲನೆಯದಾಗಿ, ಸ್ಟ್ರಿಪ್ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಅನ್ನು ಸಮಂಜಸವಾಗಿ ಹಲವಾರು ಘಟಕಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ ಆದ್ದರಿಂದ ಸಂಕೀರ್ಣ ರಚನೆಯೊಂದಿಗೆ ಸ್ಲಾಟ್ ಮಾಡಿದ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ವಿನ್ಯಾಸವು ಸರಳವಾದ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಘಟಕದ ವಿನ್ಯಾಸವಾಗಿ ರೂಪಾಂತರಗೊಳ್ಳುತ್ತದೆ.ನಂತರ ಜಂಟಿ ಅಂಶವನ್ನು ಸಂಯೋಜಕ ಕಂಪನವನ್ನು ಪರಿಗಣಿಸಿ ಸಮಾನ ವಿಭಾಗದೊಂದಿಗೆ ಅರ್ಧ ತರಂಗ ಆಂದೋಲಕದೊಂದಿಗೆ ಹೋಲಿಸಲಾಗುತ್ತದೆ.ಸಮಾನವಾದ ಯಾಂತ್ರಿಕ ಪ್ರತಿರೋಧದ ಪರಿಕಲ್ಪನೆಯನ್ನು ಬಳಸಿಕೊಂಡು ಜಂಟಿ ಆವರ್ತನ ಸಮೀಕರಣವನ್ನು ಪಡೆಯಲಾಗುತ್ತದೆ.
ಅಂತಿಮವಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳ ಕಂಪನ ಗುಣಲಕ್ಷಣಗಳ ಮೇಲೆ ಸ್ಲಾಟ್ ಸಂಖ್ಯೆ, ಸ್ಲಾಟ್ ಅಗಲ ಮತ್ತು ಸ್ಲಾಟ್ ಉದ್ದದ ಪ್ರಭಾವವನ್ನು ಸಮೀಕರಣವನ್ನು ಬಳಸಿಕೊಂಡು ಅಧ್ಯಯನ ಮಾಡಲಾಯಿತು.ಈ ವಿಧಾನದ ಪ್ರಕಾರ, ದೊಡ್ಡ ಗಾತ್ರದ ಸ್ಟ್ರಿಪ್ ಚಡಿಗಳ ಹಲವಾರು ಗುಂಪುಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ ಮತ್ತು ಯಂತ್ರೀಕರಿಸಲಾಗಿದೆ.ವೆಲ್ಡ್ಡ್ ಕೀಲುಗಳ ಅನುರಣನ ಆವರ್ತನದ ಅಳತೆ ಮತ್ತು ಸೈದ್ಧಾಂತಿಕ ಮೌಲ್ಯಗಳು ಉತ್ತಮ ಒಪ್ಪಂದದಲ್ಲಿವೆ ಎಂದು ಪ್ರಾಯೋಗಿಕ ಫಲಿತಾಂಶಗಳು ತೋರಿಸುತ್ತವೆ.
ಕೆಳಗಿನ ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ.ಬೆಸುಗೆ ಹಾಕುವ ಕೊಂಬಿನ ಉದ್ದ, ಅಗಲ ಮತ್ತು ದಪ್ಪ ಕ್ರಮವಾಗಿ ಎಲ್, ಬಿ ಮತ್ತು ಟಿ.ಸಂಜ್ಞಾಪರಿವರ್ತಕದ ಪ್ರಚೋದನೆಯ ದಿಕ್ಕು ಎಂದು z ಅಕ್ಷವನ್ನು ಊಹಿಸಿ.ಕೆಲಸದ ಆವರ್ತನದಲ್ಲಿ, ಆಯತಾಕಾರದ ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ Z ದಿಕ್ಕಿನಲ್ಲಿ ಮೊದಲ ಕ್ರಮಾಂಕದ ಉದ್ದದ ಕಂಪನವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ಸ್ಟ್ರಿಪ್ ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳಿಗೆ, L≥2T, B ಮತ್ತು L ಅನ್ನು ಹೋಲಿಸಬಹುದು, ಆದ್ದರಿಂದ X ದಿಕ್ಕಿನಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳ ಅಡ್ಡ ಕಂಪನವನ್ನು ನಿರ್ಲಕ್ಷಿಸಬಹುದು.
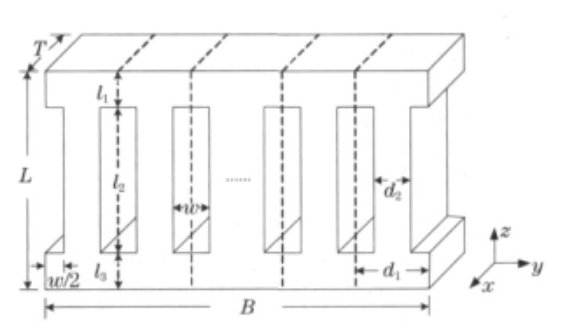
y ದಿಕ್ಕಿನಲ್ಲಿರುವ ಅಡ್ಡ ಕಂಪನವು ರೇಖಾಂಶದ ಕಂಪನದ ಮೇಲೆ ಹೆಚ್ಚಿನ ಪ್ರಭಾವ ಬೀರುವುದರಿಂದ, ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಸ್ಲಾಟಿಂಗ್ ಮೂಲಕ ಅನುಕರಿಸಲಾಗುತ್ತದೆ.Y ದಿಕ್ಕಿನಲ್ಲಿ n ಸ್ಲಾಟ್ಗಳನ್ನು ಏಕರೂಪವಾಗಿ ತೆರೆಯುವ ಮೂಲಕ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಅನ್ನು (n+1) ಘಟಕಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ.ಪ್ರತಿ ಸ್ಲಾಟ್ನ ಅಗಲ ಮತ್ತು ಉದ್ದವು ಕ್ರಮವಾಗಿ W ಮತ್ತು L2 ಆಗಿರುತ್ತದೆ ಮತ್ತು ಸ್ಲಾಟ್ಗಳನ್ನು ಕ್ರಮವಾಗಿ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ l1 ಮತ್ತು L3 ನ ಇನ್ಪುಟ್ ಮತ್ತು ಔಟ್ಪುಟ್ ತುದಿಗಳಿಂದ ಬೇರ್ಪಡಿಸಲಾಗುತ್ತದೆ.ಪ್ರತಿ ಘಟಕವು ಸಂಪೂರ್ಣವಾಗಿ ಸಮನಾಗಿರುತ್ತದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಅಡ್ಡಹಾಯುವ ವೆಲ್ಡಿಂಗ್ ಕೊಂಬಿನ ಎರಡೂ ತುದಿಗಳಲ್ಲಿ W / 2 ಅಗಲದ ಚಡಿಗಳನ್ನು ತೆರೆಯಬೇಕು.ಹೀಗಾಗಿ, ಪ್ರತಿ ವೆಲ್ಡಿಂಗ್ ಅಚ್ಚು ಘಟಕವು ಆಯತಾಕಾರದ ವಿಭಾಗದೊಂದಿಗೆ ಸಂಯುಕ್ತ ಟ್ರೆಪೆಜೋಡಲ್ ಕೊಂಬು ಆಗಿದೆ.ಪ್ರತಿ ಘಟಕದ ಎರಡೂ ತುದಿಗಳಲ್ಲಿ ಮತ್ತು ಮಧ್ಯದಲ್ಲಿ ಅಗಲವು D1 ಮತ್ತು D2 ಎಂದು ಭಾವಿಸಿದರೆ, ಇದನ್ನು ಮೇಲಿನಿಂದ ನೋಡಬಹುದು: L= L1 + L2 +L3
ಅಂಶಗಳ ನಡುವಿನ ಅದೇ ಮಾದರಿಯ ಕಾರಣದಿಂದಾಗಿ, ವೆಲ್ಡ್ನ ಔಟ್ಪುಟ್ ವೈಶಾಲ್ಯವು ಮಾದರಿಯನ್ನು ಕಂಪಿಸುತ್ತದೆ, ಮತ್ತು ಸಂಯೋಜಿಸಿದಾಗ, ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಕೊಂಬು ಕೂಡ ಈ ಮಾದರಿಯನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಅಚ್ಚಿನ ವಿನ್ಯಾಸವು ಯಾವುದೇ ವಿನ್ಯಾಸಕ್ಕೆ ಸರಳೀಕರಿಸಲ್ಪಡುತ್ತದೆ. ಅಂಶ.ಜೊತೆಗೆ, ಇದು ತುಲನಾತ್ಮಕವಾಗಿ ಏಕರೂಪವಾಗಿದೆ.ಅಡ್ಡ ಕಂಪನವನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ನಿಗ್ರಹಿಸಲು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಸ್ಥಿರ ಬಿಗಿತವನ್ನು ಹೊಂದಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ತೋಡಿನಿಂದ ಭಾಗಿಸಿದ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಘಟಕದ ಅಗಲವು ಸಾಮಾನ್ಯವಾಗಿ ಇರುತ್ತದೆ!/ 8 ~!/ 4 (! ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ನ ಮೊದಲ-ಕ್ರಮದ ಉದ್ದದ ಕಂಪನ ಮೋಡ್ನ ತರಂಗಾಂತರ), ಮತ್ತು ಸ್ಲಾಟ್ನ ಆದರ್ಶ ಅಗಲವು ಸುಮಾರು!/ 25 ~!/20[7], ಮೇಲಿನ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳ ಗ್ರೂವಿಂಗ್ ಸಂಖ್ಯೆಯನ್ನು ನಿರ್ಧರಿಸಬಹುದು.ಏಕೆಂದರೆ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಘಟಕದ ಅಗಲವು ಸಾಮಾನ್ಯವಾಗಿ ಮೀರುವುದಿಲ್ಲ!PI /4, ಆದ್ದರಿಂದ ಇದನ್ನು ಒಂದು ಆಯಾಮದ ಸಿದ್ಧಾಂತದಿಂದ ಅಂದಾಜು ಮಾಡಬಹುದು.ಘಟಕ 1 ರಲ್ಲಿನ ಯಾವುದೇ ವೆಲ್ಡಿಂಗ್ ಘಟಕವನ್ನು ಮೂರು ಆಯತಾಕಾರದ ಸಮೀಕರಣದ ಬಾರ್ಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ ಎಂದು ಪರಿಗಣಿಸಬಹುದು.
ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ 7075 (ಯಂಗ್ಸ್ ಮಾಡ್ಯುಲಸ್ E=7.17*1010N/M2 ಸಾಂದ್ರತೆ ρ=2820kg/m3, Poisson ನ ಅನುಪಾತ V =0.34) ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ಗಾಗಿ ಆಯ್ಕೆ ಮಾಡಲಾಗಿದೆ.ವಿಭಿನ್ನ ಸ್ಲಾಟ್ಗಳ ಸಂಖ್ಯೆ n, ಉದ್ದ L2 ಮತ್ತು ಅಗಲ W ಅನ್ನು ಲೆಕ್ಕಾಚಾರ ಮಾಡಲು ಸಮೀಕರಣಗಳನ್ನು (1) ~ (3) ಮತ್ತು (6) ಬಳಸಲಾಗಿದೆ.ಸ್ಟ್ರಿಪ್ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ನ ಅನುರಣನದ ಉದ್ದ L ಅಗಲ B ಯೊಂದಿಗೆ ಬದಲಾದಾಗ, ಸ್ಟ್ರಿಪ್ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ನ ಅನುರಣನದ ಉದ್ದ L ಅಗಲ B ಯೊಂದಿಗೆ ಬದಲಾಗುತ್ತದೆ. ಲೆಕ್ಕಾಚಾರದ ಅನುರಣನ ಆವರ್ತನ f=20kHz, L1=L3 ಸರಳತೆಗಾಗಿ.ಸ್ಲಾಟ್ ಉದ್ದ ಮತ್ತು ಅಗಲವು ಸ್ಥಿರವಾಗಿರುವಾಗ, ಸ್ಲಾಟ್ ಸಂಖ್ಯೆಯು ವಿಭಿನ್ನವಾಗಿರುವಾಗ ವೆಲ್ಡ್ ಹಾರ್ನ್ ಅಗಲದೊಂದಿಗೆ ಅನುರಣನದ ಉದ್ದವು ಬದಲಾಗುತ್ತದೆ.L2 = 60mm, W = 10mm.FIG ನಿಂದ ನೋಡಬಹುದು.2, FIG ನಲ್ಲಿ ತೋರಿಸಿರುವ ಸ್ಲಾಟ್ ಮಾಡಿದ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ಗಾಗಿ.1, ಮೊದಲ ಕ್ರಮಾಂಕದ ಅನುರಣನದ ಉದ್ದವು ಒಂದು ಆಯಾಮದ ಸಿದ್ಧಾಂತದ (126 ಮಿಮೀ) ಪ್ರಕಾರ ಲೆಕ್ಕಾಚಾರ ಮಾಡಲಾದ ಅನ್ಸ್ಲಾಟ್ ಮಾಡದ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ಗಿಂತ ಚಿಕ್ಕದಾಗಿದೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ನ ಅನುರಣನದ ಉದ್ದವು ವೆಲ್ಡಿಂಗ್ ಕೊಂಬಿನ ಅಗಲದ ಹೆಚ್ಚಳದೊಂದಿಗೆ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಆದರೆ ಹೆಚ್ಚಳ ಕ್ರಮೇಣ ಕಡಿಮೆಯಾಗುತ್ತದೆ.ಇದರ ಜೊತೆಗೆ, ಅನುರಣನ ಆವರ್ತನ ಮತ್ತು ವೆಲ್ಡ್ ಅಗಲವು ಸ್ಥಿರವಾಗಿದ್ದಾಗ, ಸ್ಲಾಟ್ ಸಂಖ್ಯೆಯ ಹೆಚ್ಚಳದೊಂದಿಗೆ ವೆಲ್ಡ್ನ ಅನುರಣನದ ಉದ್ದವು ಕಡಿಮೆಯಾಗುತ್ತದೆ.
ಇದರ ಜೊತೆಯಲ್ಲಿ, ವಿಭಿನ್ನ ದಪ್ಪದ ಮೂರು ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ 7075 (ಮೇಲಿನ ಅದೇ ವಸ್ತು) ನೊಂದಿಗೆ ತಯಾರಿಸಲಾಯಿತು.ಈ ಮೂರು ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ದಪ್ಪ T ಮತ್ತು ಅಳತೆ ಮಾಡಿದ ಹಾರ್ಮೋನಿಕ್ ಕಂಪನ ಆವರ್ತನ FM ಅನ್ನು ನೀಡಲಾಗಿದೆ.ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ದಪ್ಪವು ತರಂಗಾಂತರದ ಕಾಲು ಭಾಗಕ್ಕಿಂತ ಕಡಿಮೆಯಿರುವಾಗ (ಇಲ್ಲಿ 63 ಮಿಮೀ), ಅಳತೆ ಮಾಡಿದ ಆವರ್ತನ ಮತ್ತು ವಿನ್ಯಾಸ ಆವರ್ತನದ ನಡುವಿನ ವಿಚಲನವು 2% ಕ್ಕಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ, ಇದು ಎಂಜಿನಿಯರಿಂಗ್ ಅಪ್ಲಿಕೇಶನ್ಗಳ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ.
ಲಾಂಗ್ ಸ್ಟ್ರಿಪ್ ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಪ್ಲಾಸ್ಟಿಕ್ ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ ಸಮಂಜಸವಾಗಿ ಹಲವಾರು ಸಮಾನ ಅಂಶಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ ಮತ್ತು ಜಂಟಿ ಅಂಶದ ಆವರ್ತನ ಸಮೀಕರಣವನ್ನು ವರ್ಗಾವಣೆ ಮ್ಯಾಟ್ರಿಕ್ಸ್ ವಿಧಾನದಿಂದ ಕಳೆಯಲಾಗುತ್ತದೆ.ಸ್ಲಾಟ್ನ ಅಗಲ ಮತ್ತು ಪ್ರಮಾಣ ಮತ್ತು ಗಾತ್ರವು ತಿಳಿದಿದ್ದರೆ, ಸ್ಟ್ರಿಪ್ ಜಾಯಿಂಟ್ ಅನ್ನು ಅನುಕೂಲಕರವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲು ಸಮೀಕರಣವನ್ನು ಬಳಸಬಹುದು, ಹೀಗಾಗಿ ಸ್ಟ್ರಿಪ್ ಜಂಟಿ ವಿನ್ಯಾಸಕ್ಕೆ ಸೈದ್ಧಾಂತಿಕ ಆಧಾರವನ್ನು ಒದಗಿಸುತ್ತದೆ.ಈ ಕಾಗದವು ಸ್ಲಾಟ್ ಸಂಖ್ಯೆ, ಸ್ಲಾಟ್ ಅಗಲ ಮತ್ತು ಸ್ಲಾಟ್ ಉದ್ದದ ಪ್ರಭಾವವನ್ನು ಉದಾಹರಣೆಗಳ ಮೂಲಕ ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ ಗಾತ್ರದ ಮೇಲೆ ವಿಶ್ಲೇಷಿಸುತ್ತದೆ.ವೆಲ್ಡಿಂಗ್ ಜಾಯಿಂಟ್ನ ಆಪ್ಟಿಮೈಸೇಶನ್ ವಿನ್ಯಾಸದ ಮೇಲೆ ಈ ವಿಧಾನವು ಒಂದು ನಿರ್ದಿಷ್ಟ ಪ್ರಭಾವವನ್ನು ಹೊಂದಿದೆ ಎಂದು ನೋಡಬಹುದು

ಸ್ಟ್ರಿಪ್ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಕಂಪನ ವಿಶ್ಲೇಷಣೆಯ ನಂತರ ಸ್ಪ್ಲಿಟ್ ಗ್ರೂವ್, ವೆಲ್ಡಿಂಗ್ ಕೊಂಬನ್ನು ಅಂತಿಮ ಘಟಕದ ದೇಹ ಮತ್ತು ಮಧ್ಯಮ ಘಟಕದ ಕೋಶಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು, ಸ್ಪಷ್ಟ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವ ವಿಧಾನ ಮತ್ತು ಪ್ರಸರಣ ರೇಖೆಯ ಪರಿಣಾಮದ ವಿಧಾನವನ್ನು ಬಳಸಿ, ನಾಲ್ಕು ವಿಭಿನ್ನ ಘಟಕಗಳ ಉದ್ದವನ್ನು ಕ್ರಮವಾಗಿ ನೀಡಲಾಗುತ್ತದೆ ಮತ್ತು ಆವರ್ತನ ಸಮೀಕರಣದ ಉನ್ನತ ಮಟ್ಟದ ದಿಕ್ಕಿನಲ್ಲಿ, ಉದ್ದವಾದ ಬಾರ್ ವೆಲ್ಡಿಂಗ್ ಹಾರ್ನ್ ಅನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲು ಆವರ್ತನ ಸಮೀಕರಣವನ್ನು ಬಳಸಬಹುದು, ಆದರೆ ವಿನ್ಯಾಸ ಪ್ರಕ್ರಿಯೆಯು ಸಂಕೀರ್ಣವಾಗಿದೆ, ಕೆಲವು ನಿಯತಾಂಕಗಳ ಆಯ್ಕೆಯು ಅನುಭವವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಮತ್ತು ಎಂಜಿನಿಯರಿಂಗ್ ಅಪ್ಲಿಕೇಶನ್ಗೆ ಅನುಕೂಲಕರವಾಗಿಲ್ಲ.ಈ ಕಾಗದದಲ್ಲಿ, ಸ್ಟ್ರಿಪ್ ವೆಲ್ಡಿಂಗ್ ಜಾಯಿಂಟ್ ಅನ್ನು ಸಮಂಜಸವಾದ ಸ್ಲಾಟಿಂಗ್ ಮೂಲಕ ಹಲವಾರು ಸಮಾನ ಅಂಶಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ ಅಂಶದ ಆವರ್ತನ ಸಮೀಕರಣವನ್ನು ವರ್ಗಾವಣೆ ಮ್ಯಾಟ್ರಿಕ್ಸ್ ವಿಧಾನದಿಂದ ಪಡೆಯಲಾಗುತ್ತದೆ, ಇದು ಸ್ಟ್ರಿಪ್ ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ ವಿನ್ಯಾಸಕ್ಕೆ ಸೈದ್ಧಾಂತಿಕ ಆಧಾರವನ್ನು ಒದಗಿಸುತ್ತದೆ.ವಿನ್ಯಾಸವು ಸರಳವಾದ ಸೈದ್ಧಾಂತಿಕ ಲೆಕ್ಕಾಚಾರ ಮತ್ತು ಸ್ಪಷ್ಟ ಭೌತಿಕ ಅರ್ಥವನ್ನು ಹೊಂದಿದೆ, ಇದು ಸ್ಟ್ರಿಪ್ನ ಎಂಜಿನಿಯರಿಂಗ್ ವಿನ್ಯಾಸಕ್ಕೆ ಸರಳ ಮತ್ತು ಸುಲಭವಾದ ವಿಧಾನವನ್ನು ಒದಗಿಸುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ.

ಪೋಸ್ಟ್ ಸಮಯ: ಮಾರ್ಚ್-17-2022